
Drying Hemp
Results & Methodology (Test 1)
Below are our findings from testing a rotary (tumble) hemp dryer. We hope the methodologies used and findings discovered will be of use to those still applying this method to hemp.
ABM Equipment has been optimizing & integrating bulk biomass processing systems for over 40 years. ABM has implemented and researched bulk drying & handling solutions for producers and co-ops in the hemp space since legalization.
Test Objectives Achieved:
- Reduced the average particle size of the bale from 1.55” to 0.625” with one pass through the “fine” shredder. Two “fine” shredders will be necessary for the desired feed rate of 12,000 lbs/hr to prevent product bridging in hoppers.
- Reduced the moisture content of the product to 13%, although this was at a slightly lower than desired feed rate.
- Verified that a consistent feed rate dried the product without heating it past a surface temperature of 110°F, and without igniting it or losing more than 20% of CBD content.
Results and Discussion:
For the shredding and drying tests, the bale of wet hemp was divided into 11 batches, each approximately 200 lbs. The results of the initial test, Batch 0, were invalid due to erratic dryer behavior and the inability to remove the product out of the existing screens. To solve this problem, we stopped using the screens and changed the dryer controls to manual mode. An outlet temperature set-point was held constant for each batch in manual mode, and the measured outlet temperature would decrease as product passed through the dryer. This method prevented the burner from entering high-fire mode and enabled consistent data collection for all the batches. Table 1 shows the shredder and dryer data from Batches 1 through 9 along with the initial properties of the bale. The final test batch (Batch # 10) was a smaller batch with only 170 lbs. and no new information was discerned from it, so it was excluded from Table 1 below. Our ultimate takeaway was that tumble dryers may not be the way to go, thus the second round of testing, which we will posted shortly.
Interesting Finding: The hemp used for this test was wet-baled nearly a year prior, and, although it looked much like mud, it contained much more CBD than expected at ~13%. We found that, rather than simply degrading, the CBD was absorbing into the stalks. Naturally the draw-back here is that this is also where most of the lipids and waxes are, making the product less ideal for extraction. This reallocation of CBD is also one of the many factors that impacted this test, morphing our hard lab results into estimates.
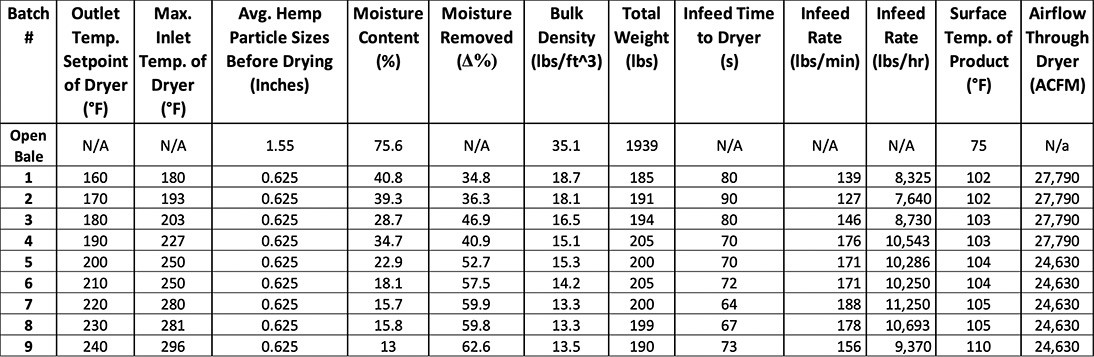
Table 1: Data from shredding and drying one bale of hemp.
The “coarse” setting of the shredder did not reduce the particle size to a satisfactory length, so only the “fine” setting was used during testing. This setting significantly reduced the average particle size to 0.625” – 1.55” and eliminated large clumps present in the wet bale. Stalks and stems were still present after shredding, but the particle size difference should enable them to be screened out after the drying process. The differences between the product before and after the shredder are shown in image 2 for visual comparison.

Image 1: Picture of rental unit shredder. Learn about these shredders here.


Image Set 2: Sample of the wet bale before the shredding test on the left, and the wet bale after the shredding test on the right.
For the drying process, the fan’s pressure settings were set to 3” WC for batches 1-4, and then lowered to 2.5” WC for batches 5-9. This resulted in an a 3,160 ft³/min decrease in the airflow and allowed the product more time in the dryer for drying to occur. Although this was changed to optimize the heat transfer occurring in the dryer, the main variable throughout testing was the dryer’s outlet temperature setpoint. By controlling this parameter, we were able to determine how it affected the moisture content, bulk density, and surface temperature of the dried product. The feed rates into the dryer were slightly less than the desired feed rate of 12,000 wet lbs/hr, but should still provide a reasonable starting point for the outlet temperature the dryer needs to maintain.
Figure 1 displays the moisture content of the hemp at various heater temperatures and shows a negative linear correlation with the dryer’s outlet temperature setpoint. This trendline accurately represents the data’s behavior as verified by an R² value greater than 0.90. The graph shows how the moisture content is significantly affected by the outlet temperature, and to a lesser extent by the infeed rate into the dryer. When comparing Batches 1-3 to Batches 4-9, the average infeed rate increases by approximately 2,000 lbs/hr, but the moisture content still drastically declines because the dryer temperature continues to increase. The dryer’s outlet temperature is a more significant parameter to control than the infeed rate, but a higher infeed rate is expected to require a higher drying temperature to remove the same amount of moisture from the product. The lowest moisture content achieved was 13% at a dryer outlet temperature setpoint of 240°F, and a sample of the dried product is shown in Image 3. The infeed rate during this test was 9,370 lbs/hr of wet product with the cyclone fan operating at 24,630 ft³/min. Logically, less airflow would increase dwell time and reduce moisture content, but additional testing would be required to confirm predictable results.
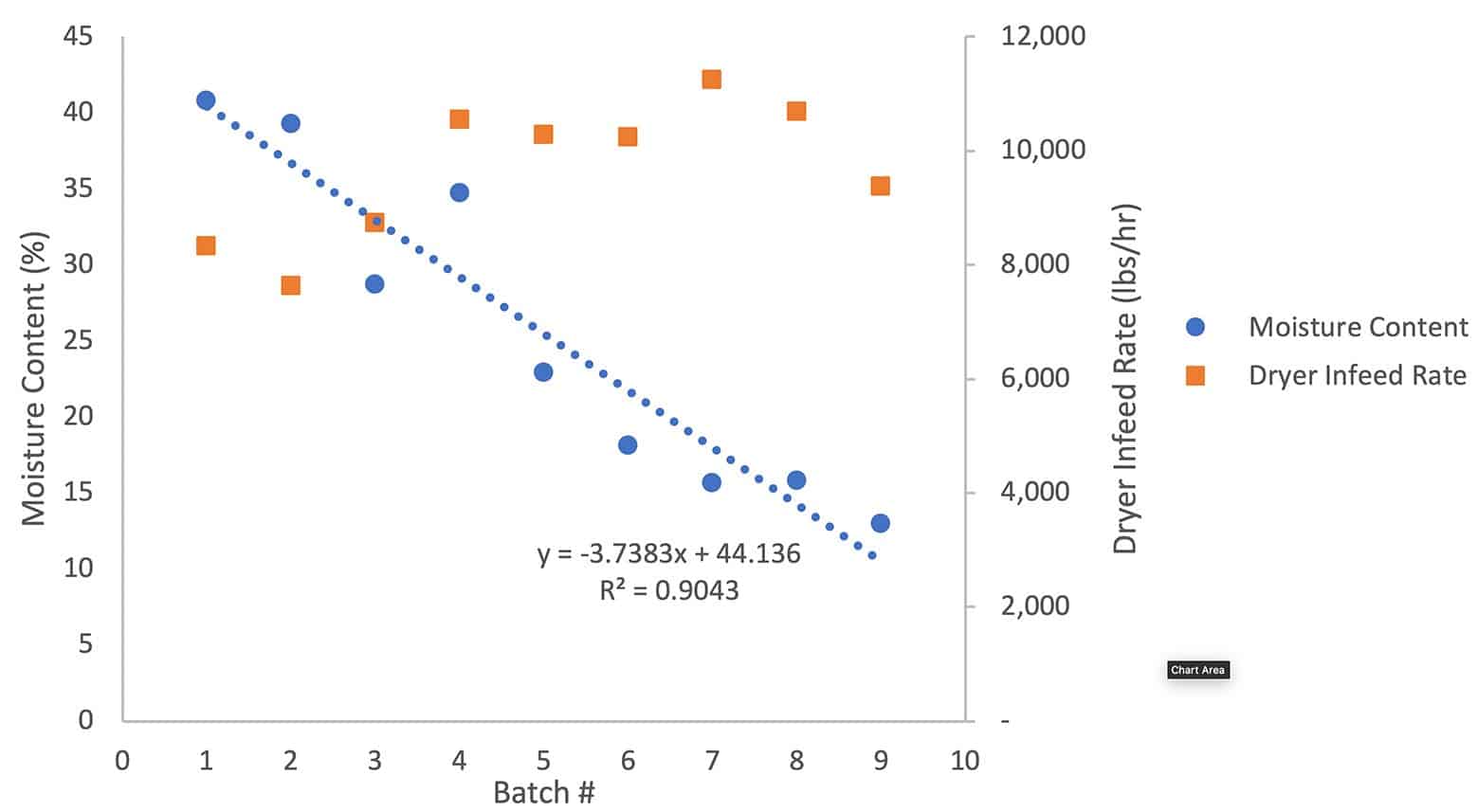

Figure 1 (Above): Displays how the moisture content of the product linearly decreases with the outlet temperature setpoint of the dryer for all drying batches on the left axis, and its relationship to the infeed rate of each batch on the right axis.
Image 3: Sample of dried bale post-shred test. Sample was dried at 240°F and contained 13% moisture. (Click to expand).
Figure 2 shows the bulk density of the product following a similar negative linear trend as the previous moisture content graph, but at a much slower rate. We confirmed that the product’s bulk density decreased by approximately 2/3 from 35.1 lbs/ft3 when the bale was open, to 13.5 lbs/ft3 after being dried at an outlet temperature setpoint of 240°F. Despite the infeed rate increasing during batches 4-9, the bulk density diminished since the higher outlet temperature removed more moisture from the product. The high variation of stalks/stems in the dried discharge pile is the most probable reason the last three batches had relatively constant bulk destinies even though the dryer’s outlet temperature increased. The existing screeners did not isolate the stalks/stems out of the main product, but a sample of the driest batch was sent to the lab for analysis to determine how effectively they could be separated with different screen meshes/styles. Screening was not the focus of this test, so we are currently awaiting lab analysis results and will provide them as soon as possible.
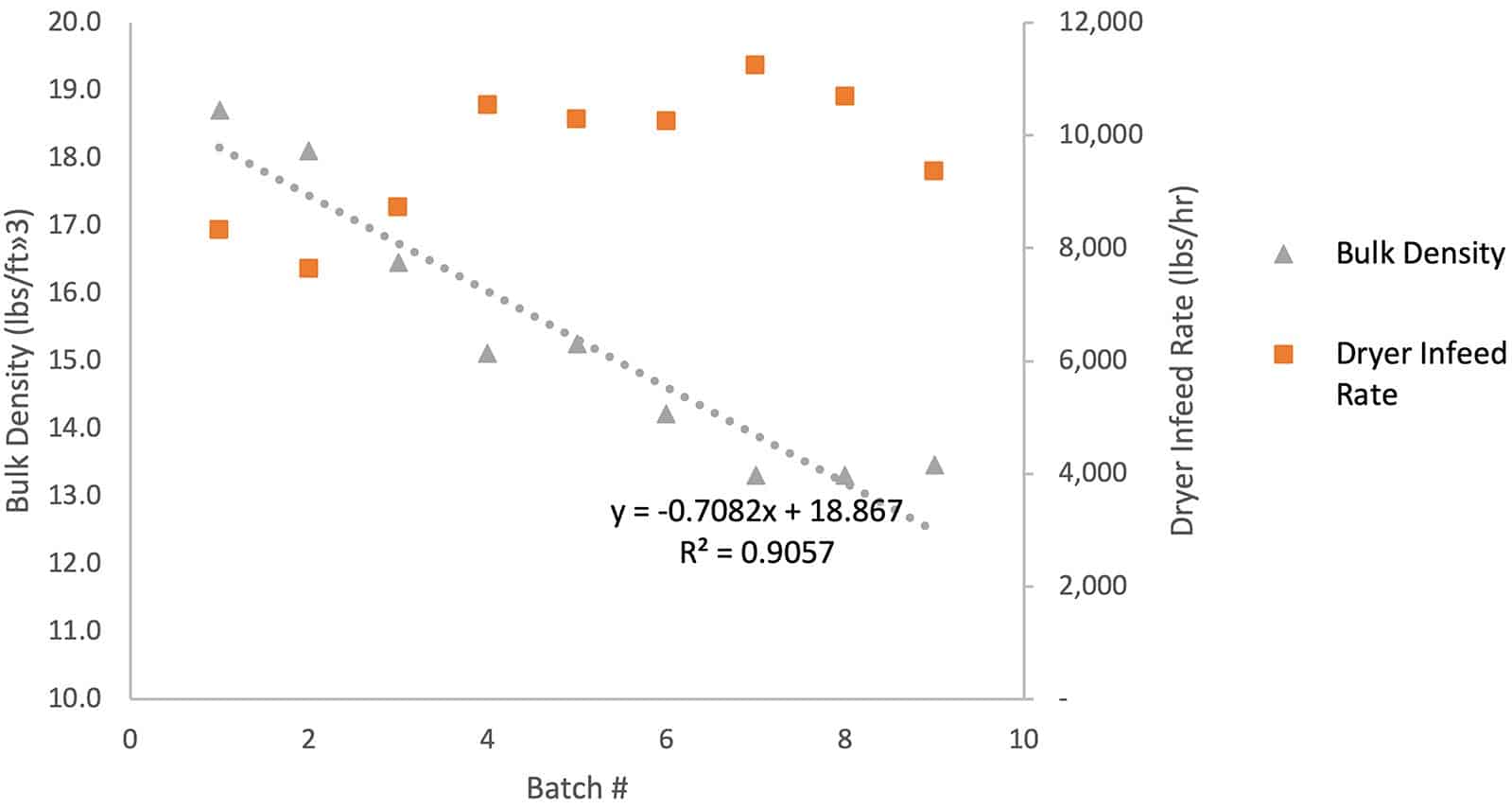
Figure 2 (Above): Displays how the bulk density decreases linearly with the outlet temperature setpoint of the dryer on the left axis, and its relationship with the in-feed rate of each batch on the right axis.
Figure 3 shows the variation of the product’s surface temperature at the discharge of the cyclone following the dryer stayed relatively consistent, and each batch had measured product surface temperatures below 110°. From Batch #1 to Batch #8 the surface temperature only increased by 3°F. A more significant increase occurs during the last batch at a dryer temperature set-point of 240°F, but even this spike was only 5°F higher than the previous batch. This spike in product temperature is again a combination of the slower in-feed rate to the dryer and the increased outlet temperature, but it also suggests that the surface temperature of the product will increase drastically if the flow rate slows down at higher temperatures. Metering the in-feed of the dryer at a constant rate based on the weight of product entering via a weigh-belt conveyor should prevent these spikes from occurring during continuous operation.
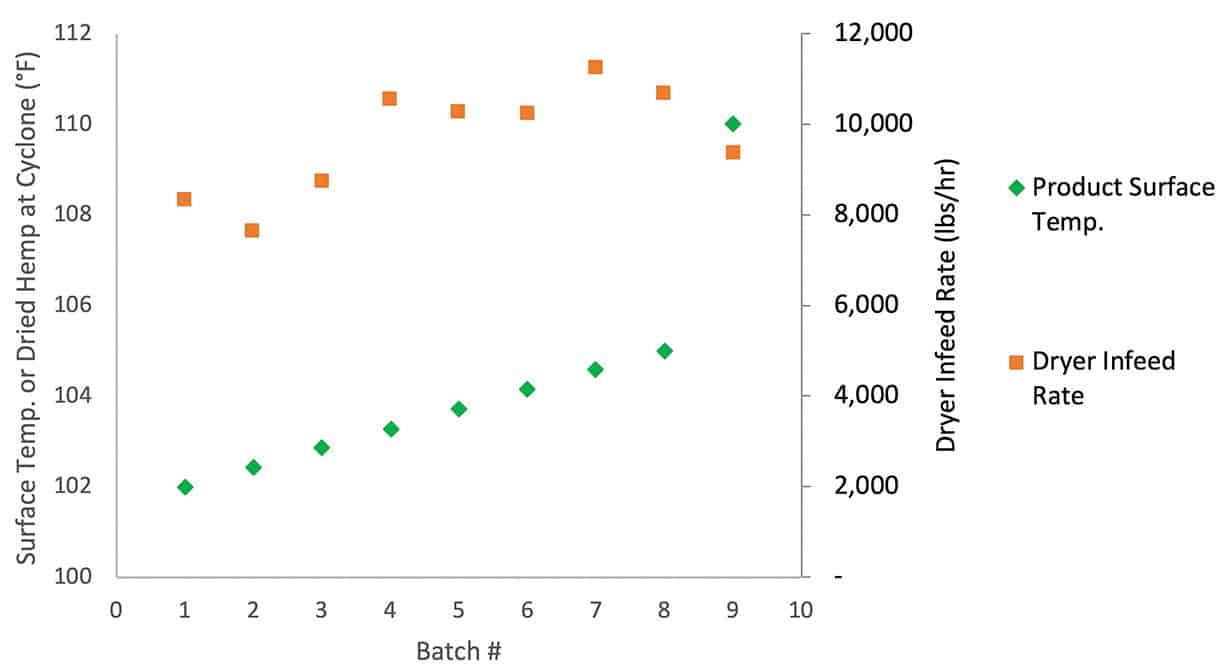
Figure 3 (Above): Shows how the product surface temperature slightly increases with the outlet temperature setpoint of the dryer on the left axis. The infeed rate is shown on the right for reference.
When investigating various publications about temperature degradation of various compounds in hemp, there seemed to be a range of temperatures to stay below to optimally reduce/eliminate it. A publication by Repka et a.¹ recommended staying below 65-80°C, which equates to 150-175°F to prevent CBD loss. However, these were under ideal lab settings. IEC states on their website that their dried product does not experience surface temperatures higher than 140°, so we made that our target surface temperature to stay below. Figure 4 compares the inlet and outlet temperatures of the dryer as well as the product surface temperature at the cyclone to this target. As the outlet temperature increased our product temperature increased as well, but we were still only at 110°F for our maximum measured surface temperature. This leaves an additional 30°F to account for the expected temperature increase that will be needed by the dryer for the slightly higher 12,000 lbs/hr feed rate. Continuous feeding through the tumbler dryer should also ensure that surface temperature remains consistent throughout the product.
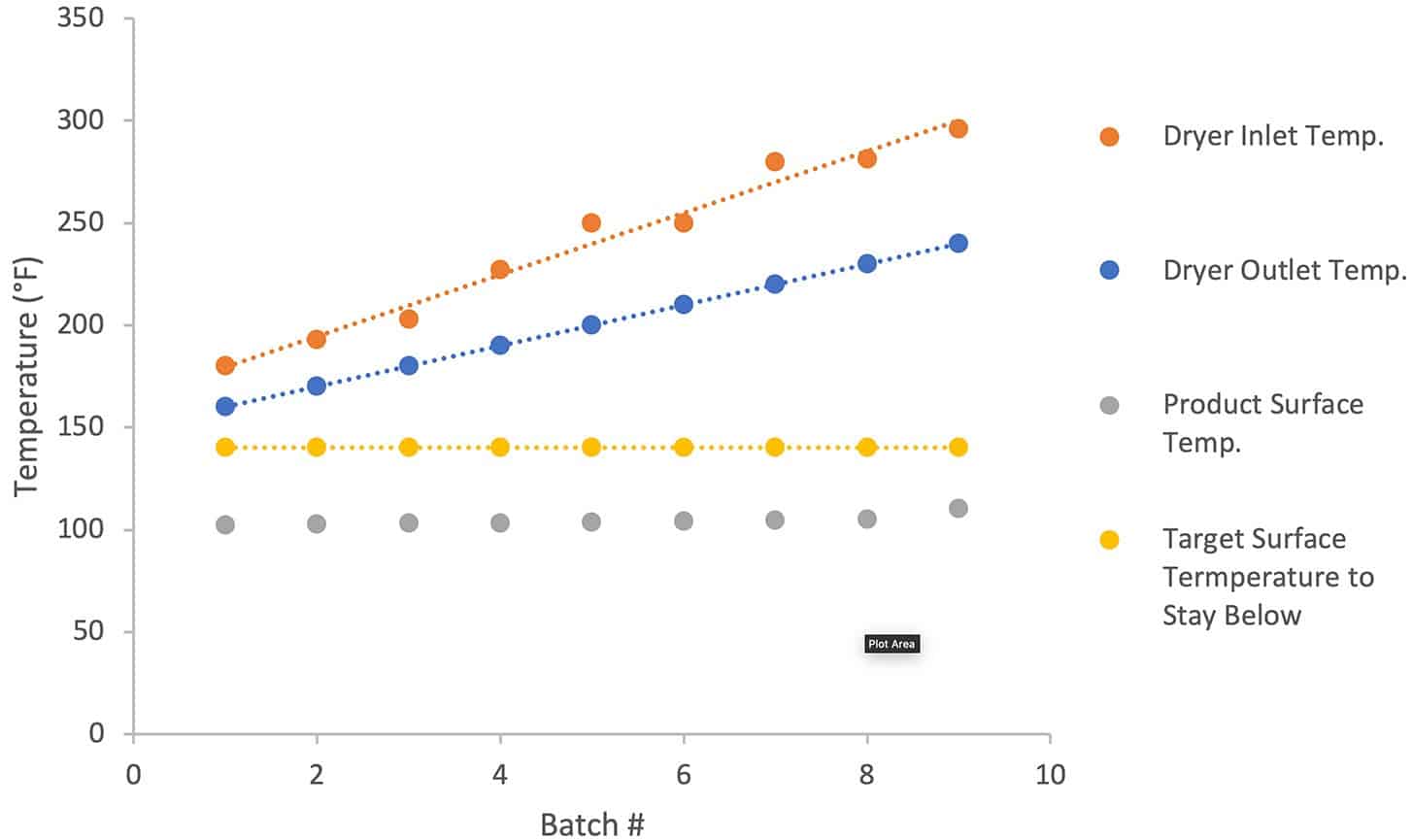
Figure 4 (Above): Demonstrates how the dryer’s temperature settings affect the product’s moisture content and surface temperature.
Figure 5 demonstrates how the measured outlet temperature of the dryer decreases over time as product is fed into it. Only the last three batches were shown as these had the lowest moisture contents of all the batches and were underneath the target of 20% moisture content. These batches showed similar outlet temperature drops over approximately the same amount of time for all three of these tests. The measured outlet temperature of the dryer remains constant until approximately 23s after product is fed into the dryer, which equates to approximately 70 lbs.. of product in the dryer. Then as more product enters the dryer, the outlet temperature begins decreasing as the product starts absorbing more heat. After approximately 113s and only 50 lbs. are left in the dryer, the measured outlet temperature for each batch has reached its lowest level at approximately 30°F below the outlet temperature set-point of each respective batch. After this point, the measured outlet temperature begins to rebound until it reaches the pre-set outlet temperature again, but the rebound in temperature was excluded from this graph because it would only mirror the data shown. The measured inlet temperature of each of these tests remained relatively constant compared to the measured outlet temperatures. On average, the measured inlet temperature of the dryer only increased 4°F and was approximately 50°F higher than each batch’s respective dryer outlet temperature set-point.
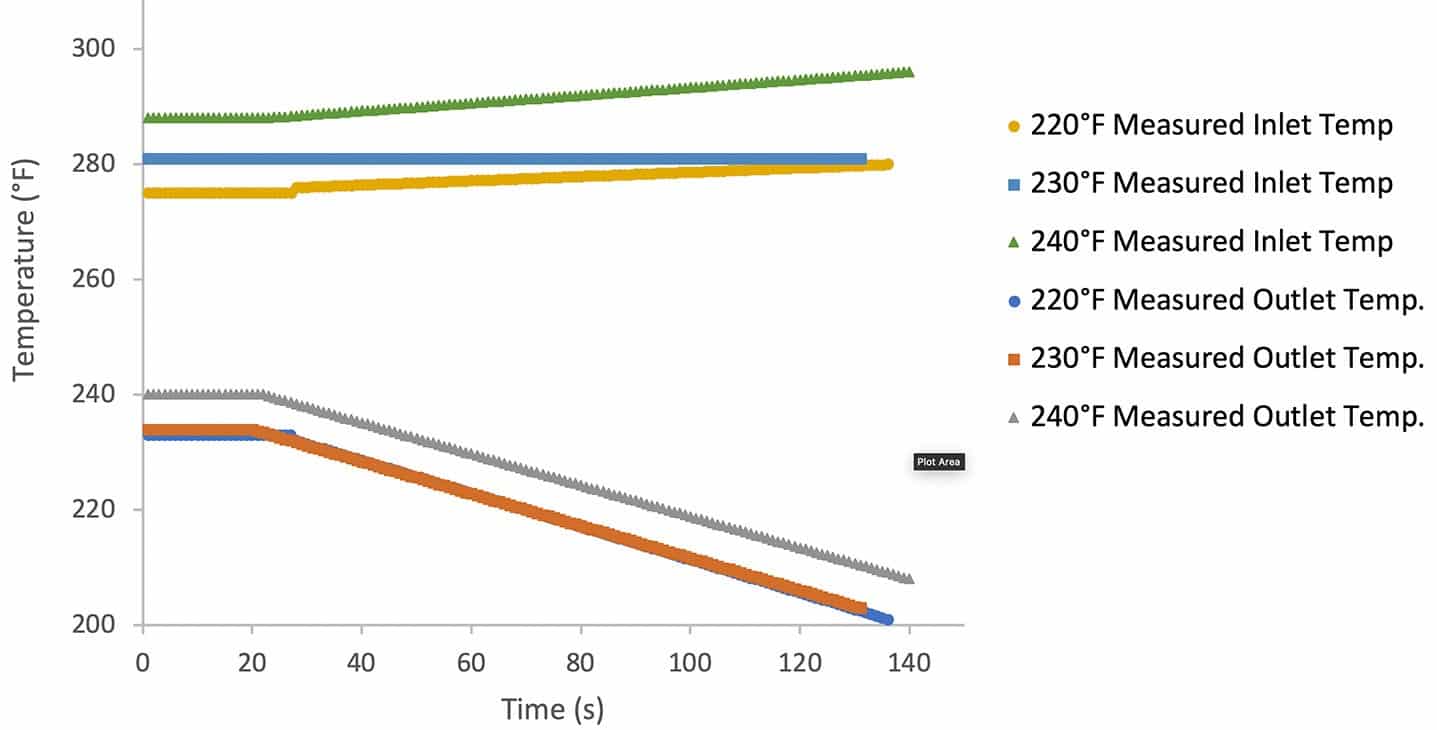
Figure 5 (Above): The measured outlet and inlet temperatures of the dryer from the beginning of product infeed until the dryer outlet temperature begins to recover for the last three batches.
Since batch #9 had the lowest moisture content, its measured data was examined closer and compared to the desired theoretical inlet and outlet dryer temperatures during continuous operation in Figure 6. The left axis shows the measured inlet and outlet dryer temperatures compared with the theoretical inlet and outlet dryer temperatures on the left axis. The measured and theoretical amount of product in the dryer is shown for reference on the right axis. The measured data showed that a change in temperature from the dryer’s inlet temperature should be approximately 30°F higher than the outlet temperature. In the measured test, this temperature difference doesn’t occur until the end because the limited batch size prevented a continuous feed of 200 lbs/hr for more than approximately 10 seconds.
By assuming there would be a continuous 200 lbs/hr rate going through the dryer and newer controls would allow for temperature control within ±2°F, we determined the theoretical dryer’s outlet temperature. With newer controls and consistent in-feed rate where the parameters can be finely adjusted, the measured output temperature of the dryer should stay within approximately 30°F of the outlet temperature set-point. In this case with the outlet temperature set-point at 240°F, this results in the theoretical temperature oscillating between 208°F-212°F throughout the test. Since the theoretical dryer outlet temperature stays constant around 210°F, the theoretical inlet temperature would start 30°F lower than the measured inlet temperature started. Then, the theoretical inlet temperature would increase to accommodate for the diminishing outlet temperature which the continuous & consistent product flow would be causing. Instead of drastically decreasing like the measured data shows, better controls would allow the temperature to stay consistent and enable minimal changes in the outlet temperatures. This is the kind of response we would like to achieve with the new controls to prevent the burner from entering high fire mode and igniting the product in the dryer.
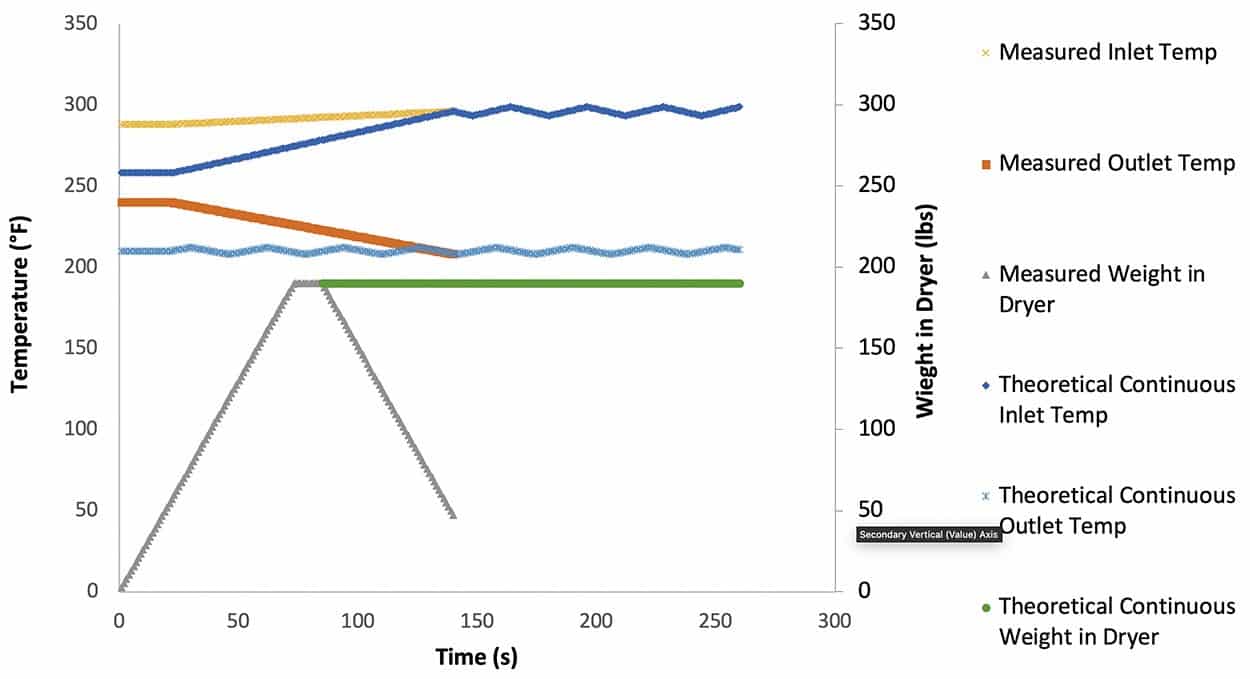
Figure 6: The measured inlet and outlet temperatures of Batch #9 compared with the theoretical inlet and outlet temperatures at a continuous feed rate of approximately 12,000lbs/hr.
Conclusions:
Shredding:
- Product storage above shredders creates bridging and should be avoided.
- Experienced rate confirmed that two (2) Model TM1640 would achieve the desired 12,000 lbs/hr, it was previously thought that 4 would be required to reach 10,000 lbs/hr.
Drying:
- Maintaining an outlet temperature of ~210°F results in product temperature of 110°F.
- Better controls of dryer are required to adjust infeed rate and maintain target temperatures.
References:
- Repka MA, Munjal M, ElSohly MA, Ross SA. Temperature Stability and Bioadhesive Properties of Δ(9)-Tetrahydrocannabinol Incorporated Hydroxypropylcellulose Polymer Matrix Systems. Drug development and industrial pharmacy. 2006;32(1):21–32. PubMed PMID: PMC2921171.
Contact Us
Reach out for a quote, more information, or just to talk about your process. We love discussing new ideas and want to hear about your application.

Visit Us
13911 NW 3rd Ct.
Vancouver, WA 98685
Contact us
(503) 248-0711
frontdesk@abmequipment.com
Open Hours
M-F: 8am – 5pm