
Vibratory Screeners
Vibratory screeners are versatile and efficient devices used for separating and sorting particles of different sizes and shapes. They are commonly used in a variety of industries including food, dairy, chemical, pharmaceutical, and mining, to name a few.
Our vibratory screeners are available from 18-100″ diameters with up to 5 decks and any combination of optional configurations to fit any project. These optional configurations include sanitary, gap-free, lift-assist lids, CIP, various solutions for difficult products, ultrasonic, and more. To skip the thinking give us a call to get the best solution for your job quoted. Otherwise, ↓.

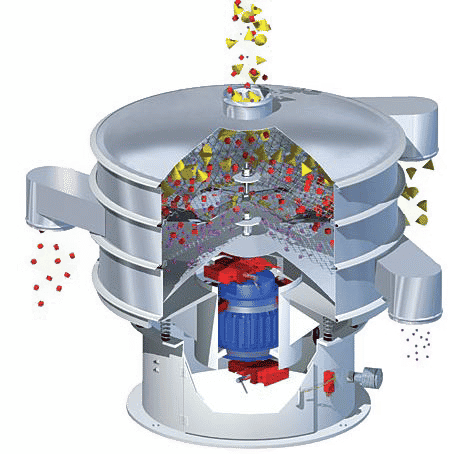
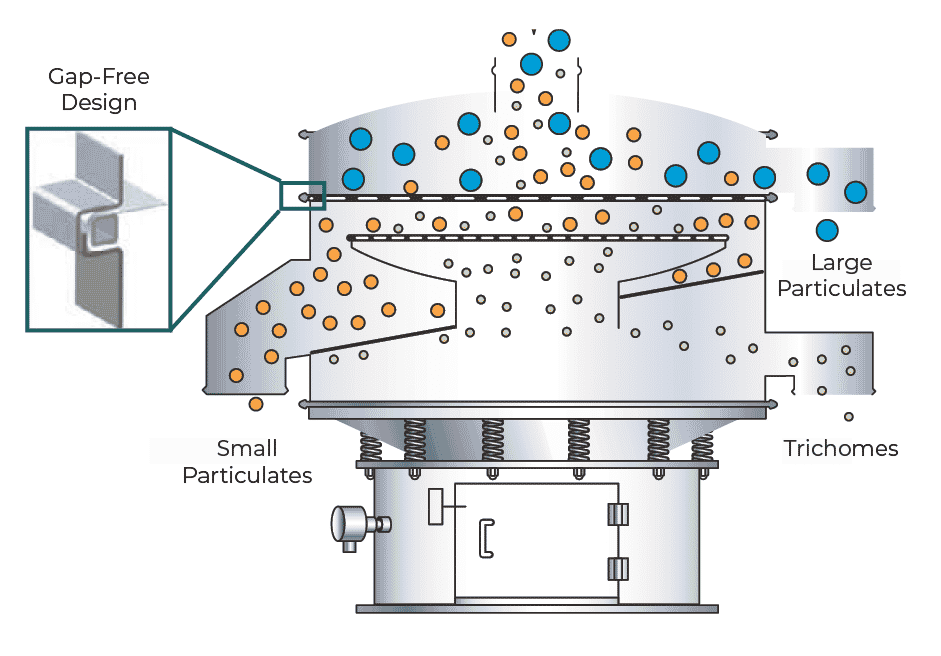
Operating Principle
Vibratory screeners fluidize product over screens so that only particles of a certain size pass. Most have 1-5 levels of descending mesh size, discharging the particles that are captured at each layer and passing the smaller particles through the screens for further sorting. But some, called check-screeners, have only a screen—with no separate discharge—intended exclusively for capturing contaminants. Screens are readily available with perforations of every size, spacing, and shape, but custom configurations are available as well.
Ultrasonics
Ultrasonics—high-frequency vibrations in the mesh itself as opposed to the unit as a whole—help prevent product from getting lodged in the screen, aka blinding. Ultrasonics are available for most screeners and improve use of the screen area by reducing friction between the material and the screen, and can therefore be used to increase throughput without getting larger units. Most manufacturers get crude ultrasonics from China, which results in them being less effective and more difficult to maintain. For this reason, if you anticipate needing them, we only recommend Russell Finex, whose designs are more effective and who manufacture their “Vibrasonics” in the UK and keep inventory here in the US.
Types
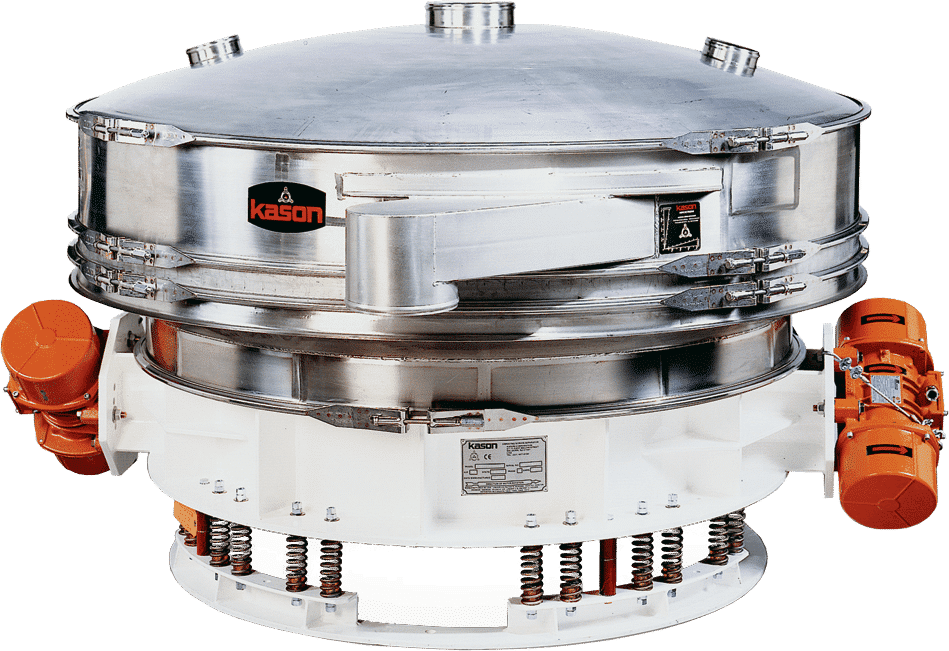
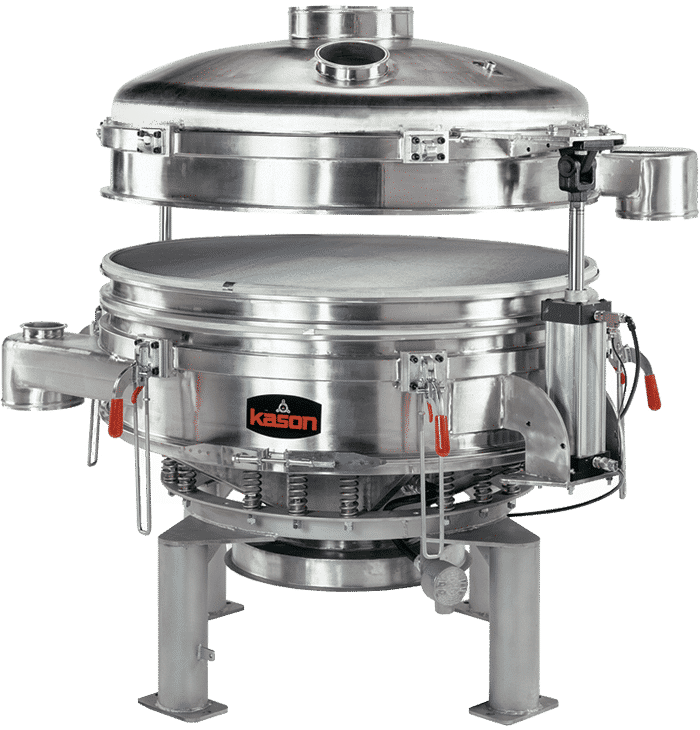
Circular Vibratory Screeners
This type of screener is the most widely used and is easiest to clean, makes best use of screen’s surface area, and produces the most consistent end-product.

Linear (Rectangular) Vibratory Screeners
This type of screener is used for fine screening of materials and is equipped with a linear screen that vibrates in a straight line motion. The linear motion of the screen allows for precise separation and sorting of the material into different sizes.
Gyratory Vibratory Screeners
This type of screener is used for high-volume screening of materials that do not respond well to the consistency or relatively low force enacted by vibratory motors. The imbalanced weighting subjects bearings to extreme load, an issue we help alleviate by continuously pressure-feeding them with lubricate.
Benefits
- Efficient: Vibratory screeners are designed to separate and sort particles of different sizes and shapes with high accuracy and efficiency. This ensures that only the desired size particles are processed, reducing waste and increasing productivity.
- Versatility: Vibratory screeners can be used to screen a wide range of materials, including powders, granules, and liquids, making them popular in a wide variety of industries.
- Low Maintenance: Vibratory screeners are designed to be low maintenance and are constructed of durable materials that are designed to withstand the rigors of continuous use. This means that they require minimal upkeep and maintenance, reducing downtime and increasing productivity. We offer preventative maintenance programs to reduce total cost of ownership.
- Cost-Effective: Vibratory screeners are designed to be energy-efficient and require minimal investment in equipment and maintenance, reducing overall operating costs.
When To Use
Vibratory screeners are usually best for separating or sorting most materials of different sizes and shapes including powders, granules, and liquids, because they are low-cost and will get the job done. They are commonly used in a variety of industries including food processing, chemical, pharmaceutical, and mining to name a few.
When Not To Use
Vibratory screeners are not effective for screening materials that need extremely fine classification, have very low density, or which are sticky. All of these properties are problematic because the only force pulling product through the screen is gravity, which is limited. When greater force is required, air classifiers or centrifuges will be more effective.
Additionally, vibratory screeners may not be suitable for applications where the material being screened is sensitive to mechanical stress or damage, such as delicate food products or fragile pharmaceuticals. In these cases, alternative screening methods, such as pressure or gravity-based screeners, may be more appropriate.
Why ABM?
ABM is more than just a connection to OEMs. With over 20 years of experience in the industry, we have built a reputation for providing high-quality, reliable, and cost-effective screening solutions to a wide range of industries.
Sales: We offer a wide range of vibratory screeners to choose from, including single-deck and multi-deck models, to ensure that you find the perfect screener for your specific needs and requirements. Our experienced sales team is here to help you select the best screener for your application, and to provide you with detailed product information and pricing.
Design: Our team of experienced engineers and engineers can custom design a vibratory screener to meet your specific needs and requirements. Whether you require a specialized screen mesh size, specific attachment, or unique design features, we can work with you to create a screener that meets your specific needs.
Integration: Our engineering and fab teams can integrate your vibratory screener into existing production line or process. We can provide technical support and guidance throughout the integration process, and ensure that your screener is performing how we thought it would and that your staff know how to use it.
Service: At ABM Equipment, we are committed to providing high-quality after-sales support and maintenance services. Our team of experienced technicians can provide routine maintenance, repair, and replacement services to keep your vibratory screener operating efficiently and effectively over time. We also offer service agreements to reduce overall cost and risk of down-time. You should never need it, but these include 24/7 service should anything happen to the vibratory screener and stop production.