
Physical Contaminants Mean Product Loss.

Not Even The Best Product Inspection Systems Eliminate Waste.
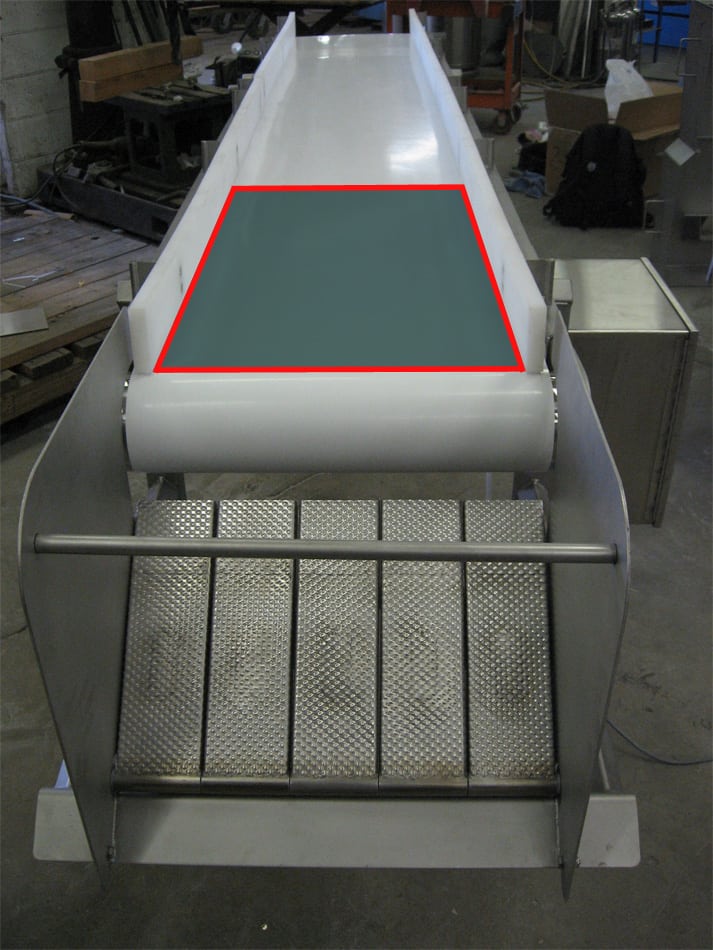
We’ve gotten pretty good over the years at helping producers minimize this effect. First, equipment should be placed strategically throughout the line to avoid spreading contamination or processing product that is bad from the start. Screening inputs can protect sensitive equipment and help judge the quality & reliability of suppliers. Detection within the line can screen product after passing through a process or machine that is notorious for causing issues. This can also help catch problems before product moves too far along a process. (If there’s a high risk input like potatoes, which can mean rocks, it’s a good idea to screen them before they’re added to an otherwise low-risk mix.) And of course, screening products after packaging is a strong catch-all option. Second, inspection equipment should be set up properly and calibrated regularly to minimize false rejects. This is both good sense in general and required by many buyers, since it also ensures you’re catching contaminants. Third, the reject system should discharge the least amount of good product along with the bad. This step is tricky enough for packaged goods, but gets more complicated in bulk applications where you have a mass of product being conveyed under the detector. When a metal detector or x-ray machine senses a foreign object, that object could be anywhere within a few inches to a foot or two from the center of the detection field. So to make sure you reject the contaminant, the whole area has to be rejected plus a certain margin to allow for varying belt speeds and error. Naturally the first step is to get the timing as precise as possible, but you can also discharge select section(s) of the belt. This reduces the amount of product being rejected, as seen below.-
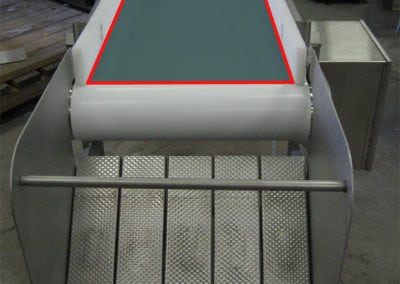
Conveyor With Reject
-

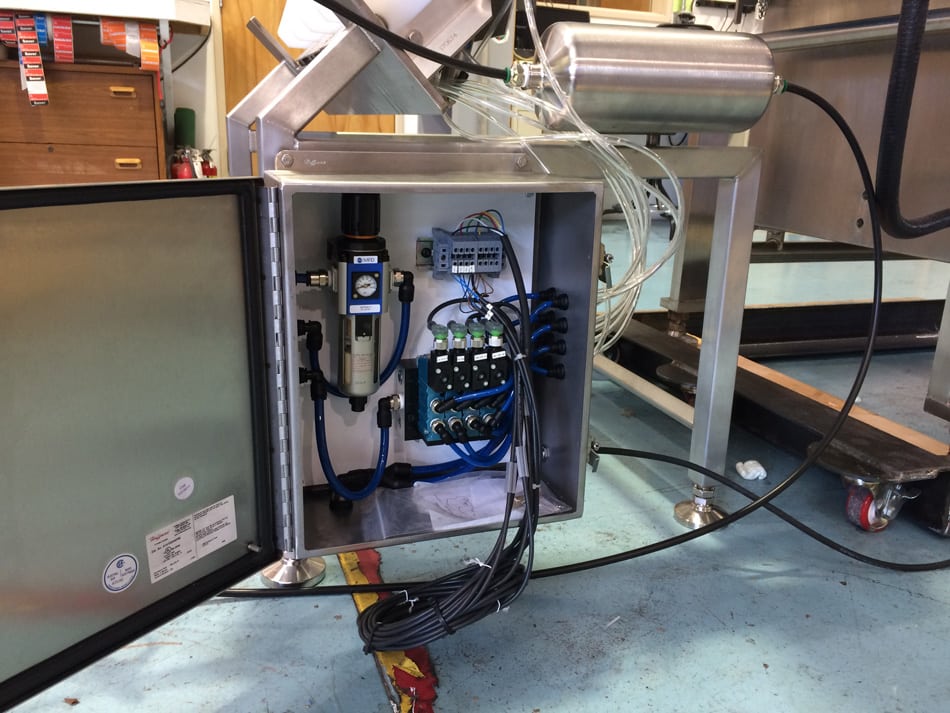
Custom Reject System





Nearly every application in the processing industry is new in some ways, and old in others; you just never know what’s possible until you try. That’s why we encourage producers to come to us whether their problem is clearly defined or not. We love discovering, delivering, and sometimes creating possibilities.